There is no doubt that the plastic bottle is a great invention. They are lightweight and easy to hold, yet sturdy and not prone to breaking. Plastic bottles are the best way to hold and carry a wide variety of liquids, from water and soft drinks to oils and more. Disposable plastic bottles not only make people’s lives easier, but also bring serious challenges to the global environment.
According to statistics, there are currently about 1 million discarded plastic bottles in the world every minute (this is almost 1.5 billion plastic bottles per day!), and less than 50% of plastic bottles are recycled. According to a report released by the Ellen MacArthur Foundation, if the problem is not addressed, by 2050 there will be more plastic in the ocean than fish.
The recycling of plastic bottles is an important measure to solve ecological environmental pollution. After you throw plastic bottles into a mixed recycling bin, someone somewhere has to sort the material in order to turn it into something new. This is what plastic bottle recycling manufacturers are doing. However, recycling plastic bottles can only be a profitable venture if the material has previously been separated into homogeneous parts by color and type to meet high quality standards. As one of the leading experts in the field of industrial plastic sorters, AMD's bottle sorting machine can handle the job - sorting all kinds with precision, reliability and efficiency.
AMD plastic bottle sorting machine integrates the latest infrared sensors, fifth-generation FPGA micron-level camera recognition system, constant temperature control system, UHF ultra-high-speed spray valve system and dynamic correction technology, which can realize different colors, different materials, and aging plastic bottles. sorting.
The controlled concentration of PVC in PET flakes is essential in the plastics recycling process for most PET cleaning and recycling plants.
This is because of the low melting point of PVC, which can cause clogging of the nozzles and increased breakage rates due to premature melting and carbonisation during the PET production spinning process, which can result in a large number of black spots in the product and affect the quality of the PET product. However, most high-end applications (e.g. the production of high-grade polyester fibres) require a PVC concentration of well below 50 ppm. therefore, in order to sell to high-end users at a high price, PET recyclers must make an extra effort toremove PVC from the PET flakes produced.
How to remove PVC from PET flakes?
PVC is difficult to identify with the naked eye as it is almost the same colour as PET, and even more difficult to remove when crushed into flakes. Due to the difference in melting point, PVC is the "number one enemy" of PET in the spinning process. In the face of this "scourge" that has to be removed, which is the perfect choice in modern processes: manual, electrostatic or optical sorting?
Manual Sorting
High labour costs and low efficiency, but small investment, easy to get started and flexible in operation.
Electrostatic Sorting
Electrostatic sorting is a method of sorting using the different frictional and electrical properties of various plastics, which is simple, efficient and suitable for plastics of similar density that are not easily sorted. The use of electrostatic sorting requires multiple sorting for a variety of plastic scraps that are mixed together, as only one plastic can be sorted out per pre-selection set voltage. In addition, electrostatic sorting has high input material requirements, which are influenced by the type of plastic additive, the degree of homogeneity, the surface condition of the particles and the degree of residual dryness of the test material, and has high operating costs.
Optical Sorting
The origins of optical sorting machines can be traced back to the 1930's and were mainly used to improve the quality and safety of food products. As the technology has developed and matured, optical sorting techniques such as near infrared sorting and colour camera sorting have become more widely used in the recycling of plastic waste.
Optical sorting is based on the difference in spectral properties of different plastics and automated sorting, it uses mature near infrared (NIR), visible light (VIS) to detect materials to identify different materials, colours, and selected materials through compressed air sorting out, is currently the highest degree of automation, recognition of the highest accuracy of a type of sorting technology on the market.
The use of a specific wavelength range of near-infrared irradiation of the sorted material, the different materials presented by the different reflectance spectrum for sorting judgment. NIR technology can distinguish between different materials of plastics, including PET, HDPE, LDPE, PVC, PS, PP, etc., with an accuracy rate of over 99%. Its advantages are high sorting accuracy, high throughput, and low operating costs and no pollution, making it an ideal choice for industrial upgrading in the plastic recycling industry in an environment of tightening environmental policies. However, black plastics cannot be sorted by this technology.
ZHONGKE AMD is a global leader in optical sorting technologyand offers a flexible range of technology solutions, including NIR, Deep Learning, UV and visible light, depending on the components of the material to be sorted and the sorting needs of the user.
Designed for separation of PET and PVC flakes,AMD I seriesPolymer Sorter supports material & color sorting in one machine.
As an important part of the plastics recycling process, plastics waste sorting is a cornerstone of the recycling industry and improving its efficiency is of paramount importance to plastics recyclers, so high precision, high purity, automation and high value have become inevitable trends in the plastics sorting industry. Get more details at www.amdcolorsorter.com.
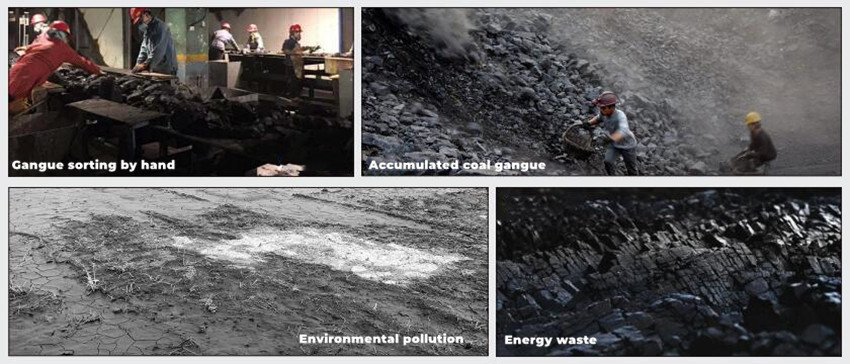
The separation of coal by water washing is still used in some traditional coal mines. Since the coal has to be dried after washing, this process not only wastes water resources, but also entails higher labor costs and the risk of personal injury.
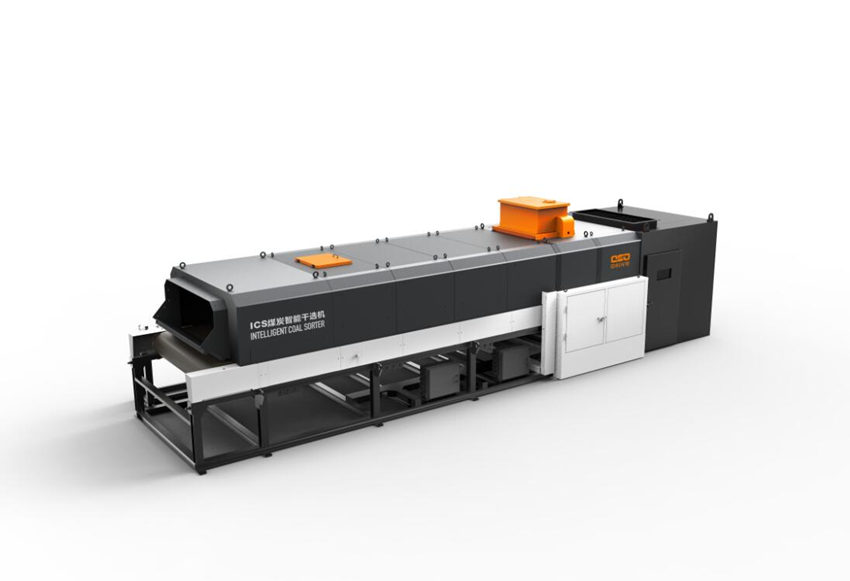
Zhongke AMD is the world's leading coal separatormanufacturer. After years of industry market research and technology accumulation, we have introduced the most advanced sorting equipment into the coal industry to help it achieve the goal of intelligent sorting and green mining.
Zhongke AMD ICS intelligentdry coal sorting machine integrates X-ray imaging, pneumatic rejection and big data processing technology to deeply identify different coal qualities and automatically remove gangue and impurities. This coal gangue sorting machine has the advantages of simple operation, convenient maintenance, resistance to harsh environments, low operating costs, and high sorting efficiency.
What are the main benefits of using optical sorting equipment for dry beneficiation?
1. Effectively reduce processing costs and improve product coal quality.
The gangue is discharged in advance, which effectively reduces the processing cost of the main washing system. At the same time, the X-ray sorting machine can accurately identify coal and gangue, and improve the quality of coal products.
2. Significantly reduce labor allocation and salary expenses
Taking the coal mine with an annual output of 4 million tons, there are 24 hand-pickers, and the intelligent sorting system can reduce the number of hand-pickers by 22, and the per capita wage insurance is 83,000 yuan/year, which can save 1.826 million yuan in labor costs each year.
3. Prevent workers from accidental safety accidents
Accidental safety accidents occur every year on the manual gangue-picking production line. The handling of gangue often hits hands and feet. The intelligent sorting system can realize unattended automatic sorting.
4. Reduce the number of mis-sorted coal blocks
Manual sorting has low efficiency, and the processing capacity per unit time is limited. Treating the coal lumps as gangue or reducing the belt speed for sorting will not only affect the efficiency, because mis-sorting will also bring a lot of losses to the coal mine. According to the statistics of coal mines, the number of mis-picks per year is thousands of tons.
5. After the gangue is discharged in advance, reduce the working load of the crusher
After the gangue is discharged in advance, it will save a lot of cost and the failure rate is low, avoiding the mine shutdown accident caused by the failure of the crusher. The gangue does not go through the water washing system and does not produce secondary slime, which reduces the load of the slime water system and reduces the cost of subsequent flotation.
Hubei China Mining Group is a large-scale quartz sand processing enterprise. Since 2019, the company has successively purchased 14 ore minerals color sorterfor large size and powder ore, which not only greatly reduces the cost of ore sorting but also creates additional economic income.
Taking 1-4cm semi-permeable quartz sand as an example, the labor price for manual selection is 80-110 RMB/ton, and the cost after sorting by a mineral sorting machine is 15-20 RMB/ton (including machine loss). In addition, the price of unsorted quartz sand is 200-380 RMB/ton, while the price of sorted quartz sand can be sold at 400-550 RMB/ton.
Obviously, the application of intelligent color sorting machine in mining sorting can really help enterprises in this field to achieve the goals of high efficiency, greenness and intelligence.
Why Switch to Intelligent Ore Sorter?
The application of the intelligent ore sorting machine has ended the nearly 100-year history of "manual selection" in metal mines, freeing the operators from the work of high labor intensity and poor working environment, and using mechanized operation and intelligent processing methods to realize the pre-processing of ore beneficiation. Waste disposal and pre-enrichment greatly improve labor productivity and beneficiation recovery rate, reduce beneficiation costs, and promote both economic and social benefits of enterprises.
Current Ore Sorting At Zhongke AMD
Zhongke Optic-electronic is based on the green development of science and technology in the mining industry. Since its establishment in 2002, we have always been committed to the reform and innovation of the mineral processing process. Through the ore sorting technology based on artificial intelligence machine vision, combined with X-ray penetration identification technology, we have independently developed and produced AMD ore intelligent separation equipment. Zhongke AMD provides color sorter products and solutions for powder, large particles, small particles, dry particles, wet particles, etc. to meet the individual needs of customers. Get more information from https://www.amdcolorsorter.com/.
This series of intelligent ore sorter adopts industry-leading technology and process, with stable equipment performance and high mechanization, automation and intelligence. Moreover, the product is practical and convenient for users to operate and maintain.
"Color sorting, we are everywhere" is the pursuit and commitment of Zhongke Optic-electronic for color sorting technology. The "AMD" brand series of intelligent color sorters have now occupied more than 30% of the market share in China, and have been successfully exported to dozens of countries and regions such as India, Thailand, Myanmar, Sri Lanka, and Vietnam. Since 2020, the sales of AMD ore sorting machines have exceeded 250 million yuan, especially in the field of quartz sand, which has a market share of more than 70%.
Over the years, AMD has own various of awards and approvals from nation, region and industry. In the future, we will keep forward and devote to ore sorting area.
The shrimp processing machinery market has experienced significant growth in recent years. This growth has created both opportunities and challenges for companies operating in this market.
As we know, the production and processing of shrimp involves several processes. On the one hand, effective shrimp sorting is necessary, and on the other hand, it is essential to ensure that impurities that pose a health risk are removed in order to guarantee the quality of the final product.
Anhui Zhongke Optic-Electronic Sorting Machinery Co., Ltd. has been focusing on R&D and intelligent manufacturing of optical sorting technology for over 20 years, and has been the first to apply deep learning technology to various fields of material sorting, providing high efficiency and high precision shrimp sorting machines and solutions to users worldwide. "AMD" series of intelligent color sorters ranked top three in the market and successfully exported to more than 100 countries and regions.
AMD® LGY Series Shrimp Sorting Machine
Fully Optimized Mechanical Structure: All stainless steel, fully sealed and waterproof, solving the problem of fresh and wet material sticking together and allowing smooth discharge.
Optimized Light Path Design: Wide angle light path concentrator to ensure full material coverage and more detailed identification.
New Electrical and Communications Architecture: Multi-core parallel processing, color sorting, shape sorting and intelligent sorting solutions can be flexibly combined to run simultaneously.
Example of AMD Shrimp Sorting Machine
Case Study of AMD® LGY Series Shrimp Sorting Machine
AMD® P-LGY Series Deep-Learning-Based Shrimp Sorter
AMD's deep learning series product innovation adopts 12 core technologies such as Kunpeng fusion modelling technology, deep learning algorithm, S-class professional vision system, DgS smart chip, E image processing system, which can recognize materials from multi-dimensional and multi-characteristics such as color, shape, texture, area, light and shade, weight, soft and hard, and cooperate with centroid 3.0 algorithm to comprehensively improve the sorting ability of shape, color and malignant impurity.
Case Study of AMD® P-LGY Series Deep-Learning-Based Shrimp Sorter
AMD® KX640-B pro series X-ray Foreign Matter Detector
The AMD KX640-B pro series X-ray contaminant detector is designed to detect and sort materials containing moisture, such as clams with cracks, snails with empty shells removed, as well as foreign matters such as glass, metal, stones and ceramics.
In the competitive world of walnut processing, quality is paramount for consumer satisfaction. AMD's walnut sorting solutions empower processors to efficiently handle walnuts from the orchard to the shelf, ensuring they meet high standards for market appeal and quality.
AMD® In-Shell Walnuts Sorting
AMD's sorting technology is tailored to each stage of walnut processing, offering efficient and precise solutions.
- LY Series Wet Material Sorter: After washing, the LY Series tackles up to 3 tons per hour, achieving an impressive 99% accuracy. This sorter identifies and removes walnuts with residual hulls, mechanical damage, and impurities, such as soil or debris.
- LG Series for Exterior Sorting: Ideal for visual sorting, the LG Series detects inconsistencies in color, shape, and shell condition, effectively eliminating foreign objects like stones, plastic, and leaves. This ensures that only visually appealing walnuts continue down the line.
- KXA6 Series X-ray Inspection System: Combining X-ray with visible light technology, the KXA6 targets internal quality by detecting defects such as empty shells, mold, or shriveled kernels. This series ensures the highest standard of walnut quality for the marketplace.
AMD® Walnut Kernels Sorting
For processing walnut kernels, AMD offers specialized solutions that meet the high demands for precision and quality.
- NI, LI, and LG Series for Kernel-Shell Separation: AMD's versatile options adapt to different processing sites and sorting requirements, ensuring efficient separation of kernels and shells.
- LM Series for Half-Kernel Sorting: The LM Series features a slow-speed conveyor system to prevent kernel breakage, and deep learning technology to ensure consistent shape, size, and color. This sorter is ideal for half kernels, achieving superior precision with minimal damage.
- LG Series for High-Precision Kernel Sorting: Equipped with ultra-HD cameras and deep learning technology, the LG Series can identify even subtle color variations, minor defects, and foreign materials, making it suitable for all types of walnut kernels.
- LQC Series for Final Quality Control: Before packaging, AMD® LQC Series eliminates lightweight contaminants such as hair, paper, textiles, and leaves, guaranteeing premium quality.
Empower Your Processing Line with AMD® SORTING
AMD's efficient and intelligent walnut sorting systems help processors stand out in the market by ensuring only the highest-quality walnuts reach consumers. From whole walnuts to kernel processing, AMD delivers unmatched accuracy and quality control, supporting processors in a competitive market. Click to see more AMD nut sorting machines here.
Silica sand is a new type of hard, wear-resistant and stable composite stone with silica as the main component, also called silica, mostly presented as transparent or translucent colourless, with a hardness level of 7 and a relative density of 2.65, with high refractory properties. Silica sand is formed after crushing and sand making, and is a very important industrial raw material.
Due to its chemical stability, good piezoelectricity, high melting point and hardness, High quality silica sand is widely used in glass, chemicals, casting, metallurgy and ceramics after processing.
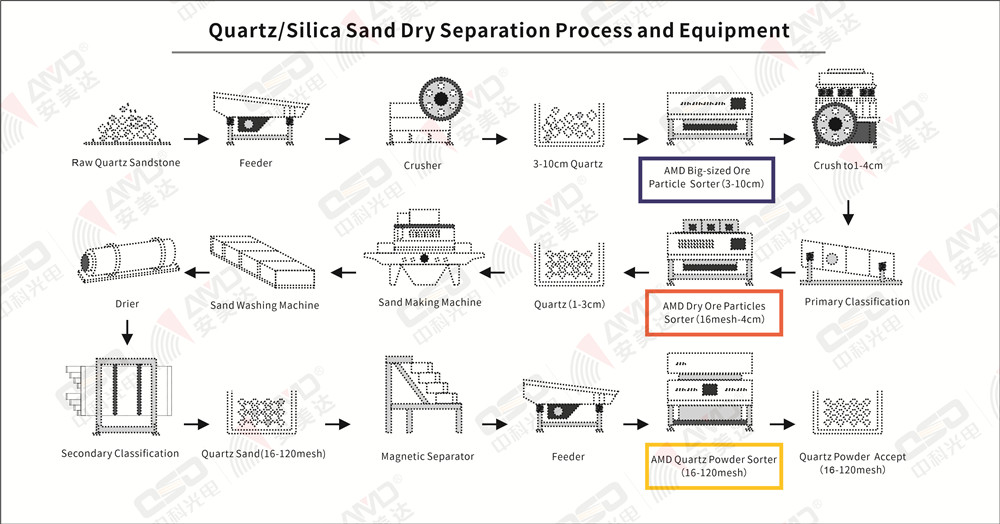
How is silica sand processed? What kinds of equipment are needed?
Raw silica ore is coarsely crushed by jaw crusher → sorted by AMD large ore particle optical sorter → medium and fine crushing by cone crusher → screening by vibrating screen - sorted by AMD dry ore particle optical sorter → sand making by impact sand making machine → acid washing → drying → magnetic separation → sorted by AMD ore powder optical sorter → high purity silica sand is obtained.
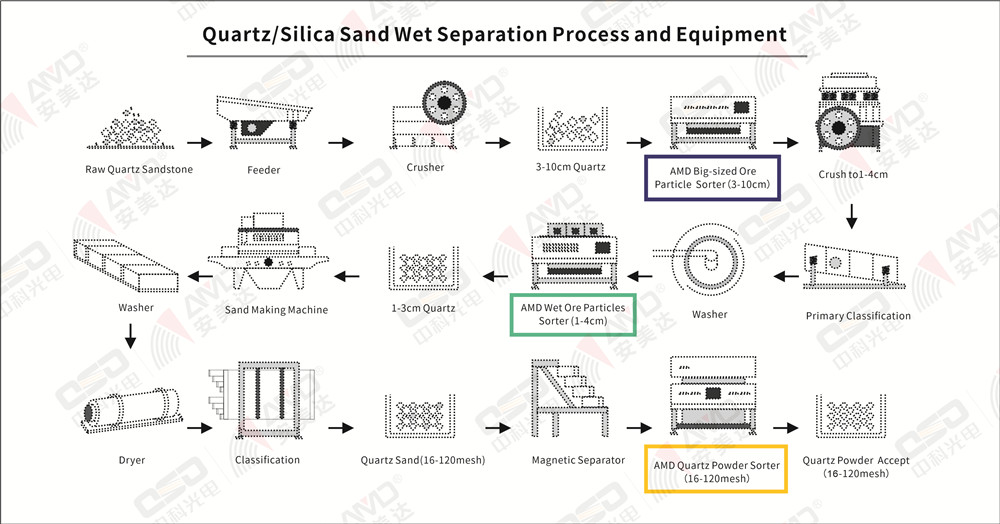
METHOD 2:Wet Silica Sand Beneficiation Technology
The wet quartz powder manufacturing process is similar to the dry quartz powder manufacturing process, mainly with restrictions on water source and water quantity requirements, suitable for use in working conditions where environmental requirements are very strict and sufficient water sources are available. The processing flow is as follows.
Raw quartzite is coarsely crushed by jaw crusher → sorted by AMD large ore particle optical sorter → medium and fine crushing by cone crusher → screening-cleaning by vibrating screen → sorted by AMD wet ore particle sorter → sand making by impact sand making machine → acid washing → drying → magnetic separation → sorted by AMD ore powder sorter → get high purity quartz sand.
Optical Sorting Technology For Silica Sand Mining Process
Focusing on cutting-edge intelligent sorting technology, Zhongke Optic-electronic is the largest supplier of ore sorting equipment in China. With strong technical strength and professional service team, Zhongke provides one-stop sorting solutions for ore processing enterprises. The AMD® brand ore sorter under Zhongke widely covers the sorting scenes of large, medium and small particles of metallic and non-metallic minerals. Interested? Check out our ore sorting solutions.
Can a vision counter be used for multiple purposes?
Can a vision counting machine count multiple materials? The answer is yes.
There are two meanings of one machine for multiple uses. One is that for materials of similar size in the same industry, they can be counted. The other is that for materials of similar size in different industries, they can also be counted by using the same model.
1.Different materials in the same industry Take the hardware industry as an example. Different types of screws or other hardware can use the same equipment. Perhaps for enterprises with a dozen or more materials, only one counting device can be used to count all materials. Moreover, our vision counting equipment also has a learning-free function. You can directly pour the materials on the counting machine hopper and our counter will count them immediately, which greatly improves the efficiency of the operation. It reduces the difficulty of operating the machine, which is especially convenient for companies that need to frequently switch materials.
2.Materials in different industries can use the same equipment Usually the same industry does not use materials from other industries for counting. But for the counting equipment manufacturers, this kind of universal equipment is very important. Such as the bottle cap, zipper, and screws of the corresponding size. Such a multi-purpose machine can not only meet more industries, easy to scale production, for the reduction of production cost is also very helpful.
Our customers are widely spread in the manufacturing industry, food, seeds, hardware, clothing accessories and so on. The materials of many industries have bags, especially the food industry will be more. So with packaging products, can vision counting machine counted accurately?
Packaging bags will not affect the count, we have a lot of cooperation cases with packaging bags, such as snack food in the food industry, including spiced eggs, pickled mustard, etc., as well as various types of candy, compression mask. Including the long type of instant coffee can be counted, by adjusting the parameters to achieve the purpose of accurate and fast counting.
Here is a special recommendation for similar candy size with packaging materials commonly used models. This model is the VX8. Can accurately count bags of casual snacks, spiced eggs, frozen foods, nuts, chocolate beans, tablets, capsules, fasteners, seeds and so on.
In production can be combined with multiple stations to premade pouch or vertical packaging machine. VX8 is 1366mm*756mm*1329mm. VX series is suitable for small single package and fast counting speed.
VX8 model is suitable for small materials with external packaging bags, and the efficiency is high, such as diameter 10mm materials 10 packages per package, can reach about 50 packages per minute. The specific material counting speed shall be adjusted according to the material size and other requirements, subject to the actual test.
The common counting mode is single channel count. For example, the number of each channel can be set according to the number of each package, for example, 10 particles per package, and the final number of each channel is 10 particles.
In addition, if the material size is different, the channel size can be customized according to the actual size. The number of channels can also be configured according to the speed requirements, such as 4,6,8, etc.
Hefei The One Electronic Technology Co.,LTD is a professional R & D, production and sales of vision counting machine high-tech enterprises, its production of the one vision counting machine, relying on high-speed camera intelligent recognition technology, has helped many enterprises to solve the counting problems, such as seeds, plastic parts, candy, eggs, screws, laundry beads, capacitors, chips and so on.
Our company can not only provide counting equipment, but also provide customers with a complete set of counting and packaging equipment including counting,labeling, packaging (bags and box) finished products conveyor, so that customers can achieve full automatic counting and packaging.
How to order a vision counting packaging machine
Step 1: Contact with our business manager, identify the materials to be counted, and fill in the "Customer Demand form", including material information, packaging requirements, and so on
Step 2: send the material to the factory for actual machine measurement, this step is very important, only after the actual test, according to the test data statistics to get a clear counting accuracy and speed Step 3: If the test accuracy and speed meet the requirements, the technical scheme design (preliminary) shall be made according to the specific needs (including the use scenario, bump requirements, site size requirements, etc.), then arrange the advance payment Step 4: After receiving the advance payment, our engineer will start to refine the technical scheme, issue figure, procurement, assembly Step 5: Commissioning, acceptance (online, can also be on-site acceptance) Step 6: After acceptance, pay for the balance payment Step 7: Delivery, remote assistance installation and commissioning
Our company's vision counting machine provides standard or non-standardized technical design services based on vision counting technology, so that the final equipment can truly fit your workshop use.
Our cooperation is based on the principles of equality, win-win, and respect for facts. If you have any questions about counting, please contact us!